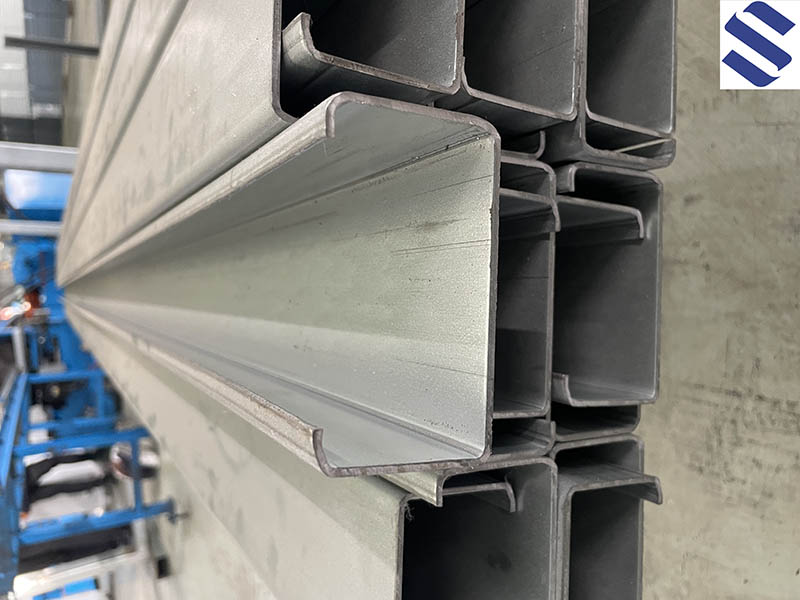
Mesin pembentuk gulungan braket PV surya
Mesin ini menggunakan baja galvanis atau baja canai dingin sebagai bahan baku, melalui serangkaian tahapan untuk membentuknya menjadi profil kanal AC dengan bentuk dan ukuran tertentu.
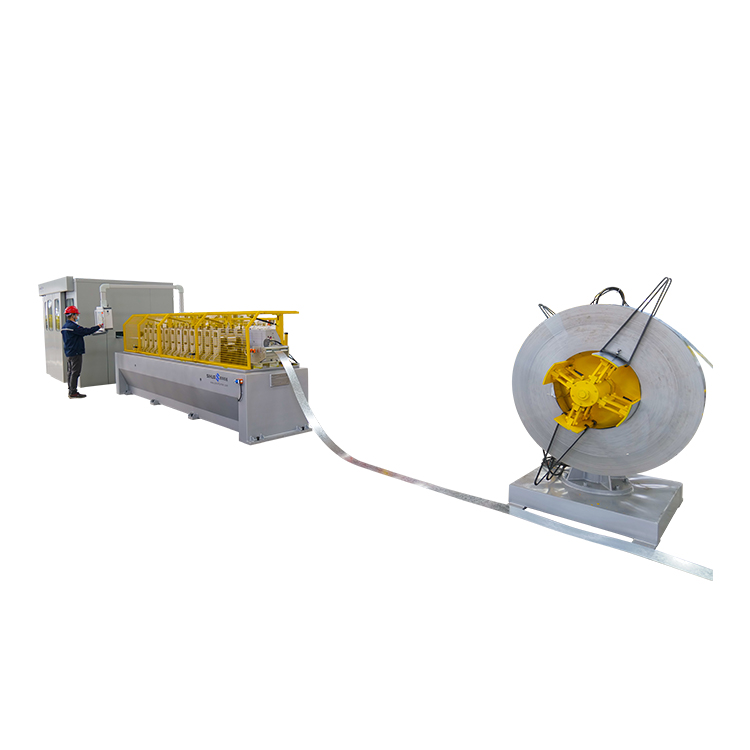
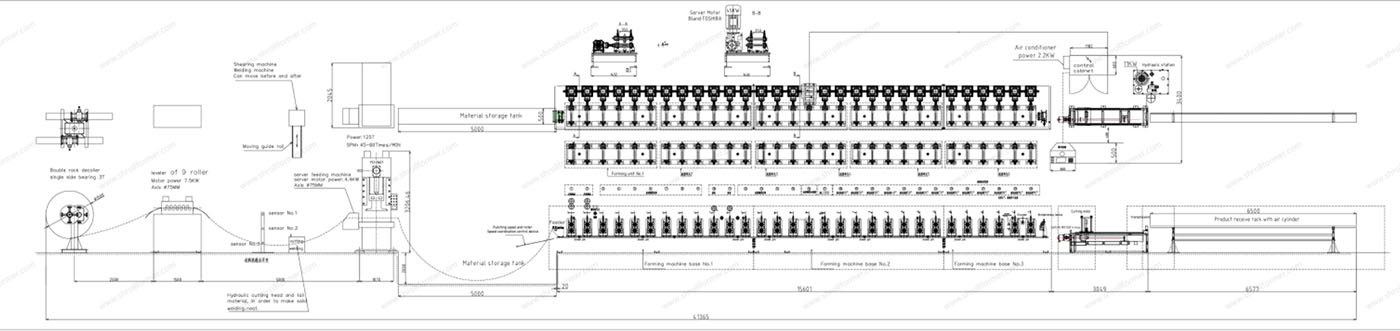
Perangkat pada tahapan pembentukan meliputi decoiler, perangkat pengumpan dan perataan, perangkat pelubang, rol pembentuk utama, dan pemotong pasca hidrolik.
Inverter mengontrol kecepatan motor, sedangkan sistem PLC mengontrol panjang dan kuantitas secara otomatis.
Oleh karena itu, mesin ini mencapai produksi otomatis berkelanjutan, yang merupakan peralatan ideal untuk industri pembentukan rol dingin.
| Bahan Profil | A) Strip galvanis | Ketebalan (MM): 1,5-2,5 mm |
| B) Garis hitam | ||
| C) Pita karbon | ||
| Kekuatan luluh | 250 - 550 MPa | |
| Tegangan tarik | G250 Mpa-G550 Mpa | |
| bagian-bagian jalur produksi | Pilihan opsional | |
| Stasiun pembentukan | 18-20 langkah (hingga sesuai gambar pelanggan) | |
| Merek motor mesin utama | TECO/ABB/Siemens | MENJAHIT |
| Sistem penggerak | Penggerak gearbox | * Penggerak gearbox |
| Kecepatan pembentukan | 10-15 m/menit | 20-35 m/menit |
| Bahan rol | CR12MOV (baja dongbei) | Cr12mov (baja dongbei) |
| Merek pengubah frekuensi | YASKAWA | MENJAHIT |
| Merek PLC | Mitsubishi | * Siemens (Opsional) |
| Sistem geser | SIHUA (impor dari Italia) | SIHUA (impor dari Italia) |
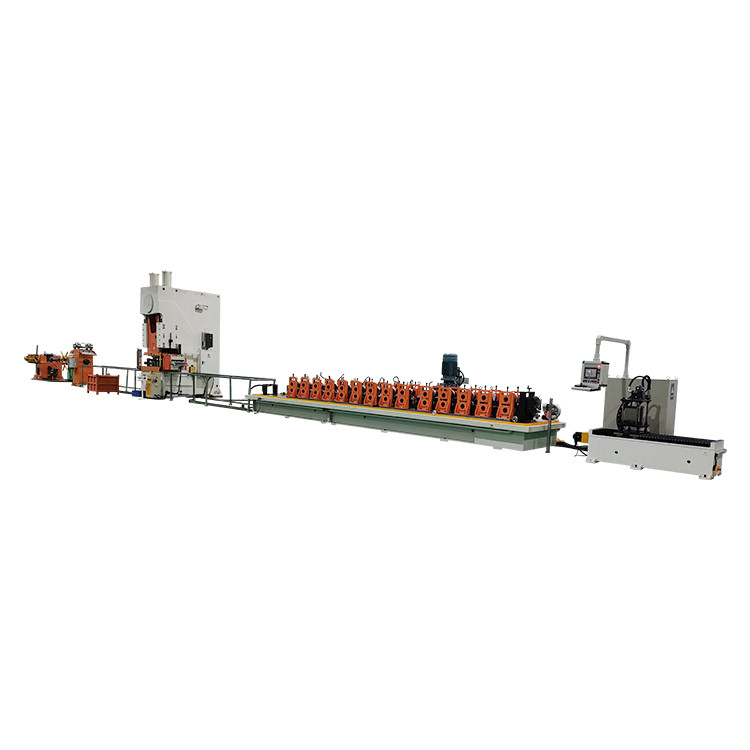
Pengenalan mesin pembentuk gulungan saluran struct
Proses produksi: Mesin penggulung → tuas dan pengumpan → mesin pres (berisi cetakan pelubang) → profil pembentuk gulungan → meja pemotong → meja pengemas (sistem hidrolik memberikan daya) semua bagian dikendalikan oleh sistem kontrol listrik.

Penyetel ketinggian pada mesin pembentuk rol saluran struktur.

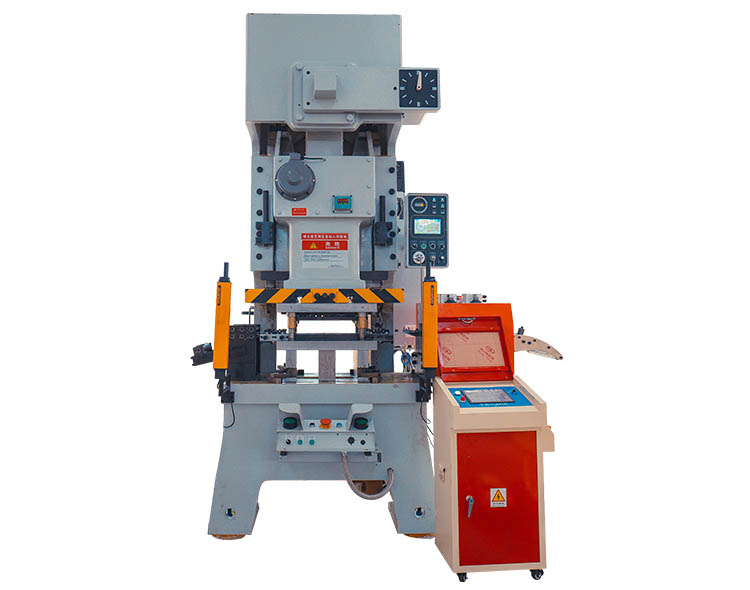
Yangli kapasitas 125ton YANGLI JH21-125.
Mesin pembentuk rol C 38*40 Kecepatan produk 30-50 m per menit.

Meja susun 6,5m.

1. Encoder: OMRON (merek Jepang)
2. Motor frekuensi: 45KW (NIDEC) Jepang
3. PLC:MITSUBISHI (merek Jepang)
4. Antarmuka manusia: KINCO
5. Relay: OMRON (merek Jepang)